How PrintWise3D works.
From dropped model to first successful print in under five minutes. No FEA degrees required.
Drop a 3D model.
STL, OBJ, 3MF, or STEP. PrintWise3D loads it, repairs holes, fixes non-manifold edges, and flips inverted normals. Anything it patched, it tells you about.
Pick what the part is for.
Display, indoor functional, outdoor, tool / jig / fixture, heavy-use mechanical, flexible, or “gets warm.” That single click drives material, walls, infill, and orientation strategy.
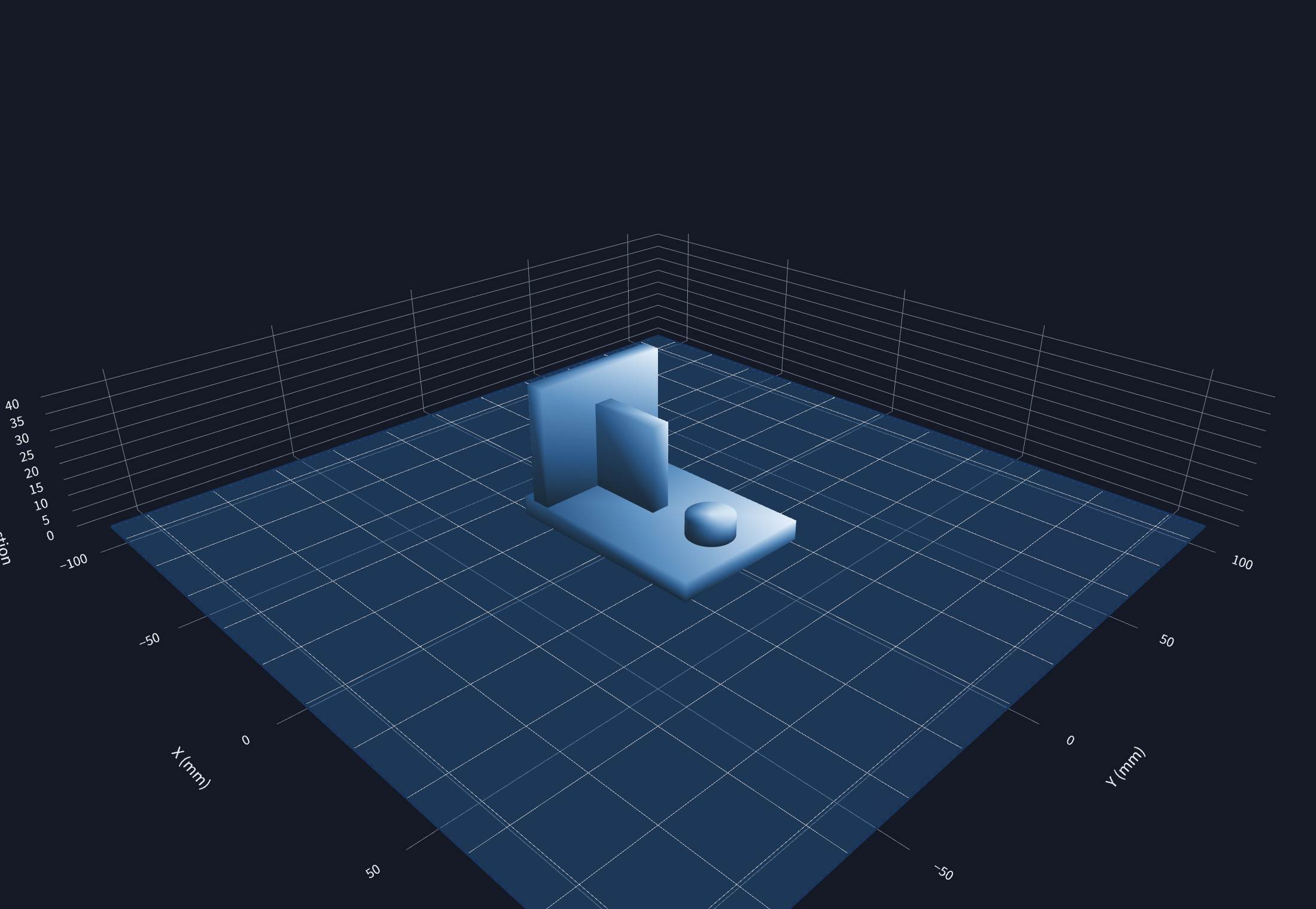
See it on the build plate.
Hero 3D viewer shows your part in the recommended orientation. Pro tier overlays per-face risk: green (good layer alignment), yellow (acceptable), red (critical Z-tension). Tabs show ranked alternatives.
Copy the four numbers.
Layer height, walls, infill, supports — already tuned to your filament and printer. Or one-click export a full slicer profile for PrusaSlicer, OrcaSlicer, Cura, or Bambu Studio.
See it in action.
From a raw model to slicer-ready settings in four steps.
Step 1 — Drop a 3D model
Step 2 — Pick what it’s for

Step 3 — See it on the build plate
Step 4 — Copy the four numbers

Under the hood.
The engineering judgement runs the same at every tier — what changes is how much you see.
Orientation scoring
Multi-objective ranking weighing strength alignment (50%), support contact (20%), Z-height + print time (15%), and first-layer stability (15%). Top 3-5 with rotation matrices for direct slicer import.
Anisotropy model
FDM parts are up to 3x stronger in XY than Z. Z-tensile strength is assumed 30-60% of XY depending on filament. Critical Z-tension gets flagged loud.
Filament matching
246 brand-specific filaments tagged by tensile / flexural / impact / temperature / UV / moisture. Picks based on what your part needs.
Infill + walls
15-25% light, 30-50% functional, 60-80%+ high-stress. Thicker walls (3-6+) outperform high infill for strength-per-gram. Gyroid / cubic default.
Support strategy
Tree supports default. Minimises contact on high-stress or high-finish surfaces. Suggests orientation changes that eliminate supports when possible.
Calibration pointer
New printer or filament? The calibration checklist tells you which test prints to run first — flow, pressure advance, Z-offset, XY compensation, temp tower.
Multi-material aware
MMU3, AMS, IDEX, toolchangers. Compatibility matrix per material pair, purge-tower volume math, interface-layer planner. Pro tier and up.
OTA database
New printers, filament brands, build plates ship as signed updates. Click “Check for updates” on your schedule. Custom overrides survive the merge.